- Published on
As AI data centers push toward rack densities that would have been unthinkable five years ago, one component quietly holds the entire cooling architecture together. It isn't the GPU. It isn't the cooling tower. It's the Coolant Distribution Unit — and if you're serious about understanding next-generation data center design, the CDU deserves your full attention.
What Is a CDU, and Why Should You Care?
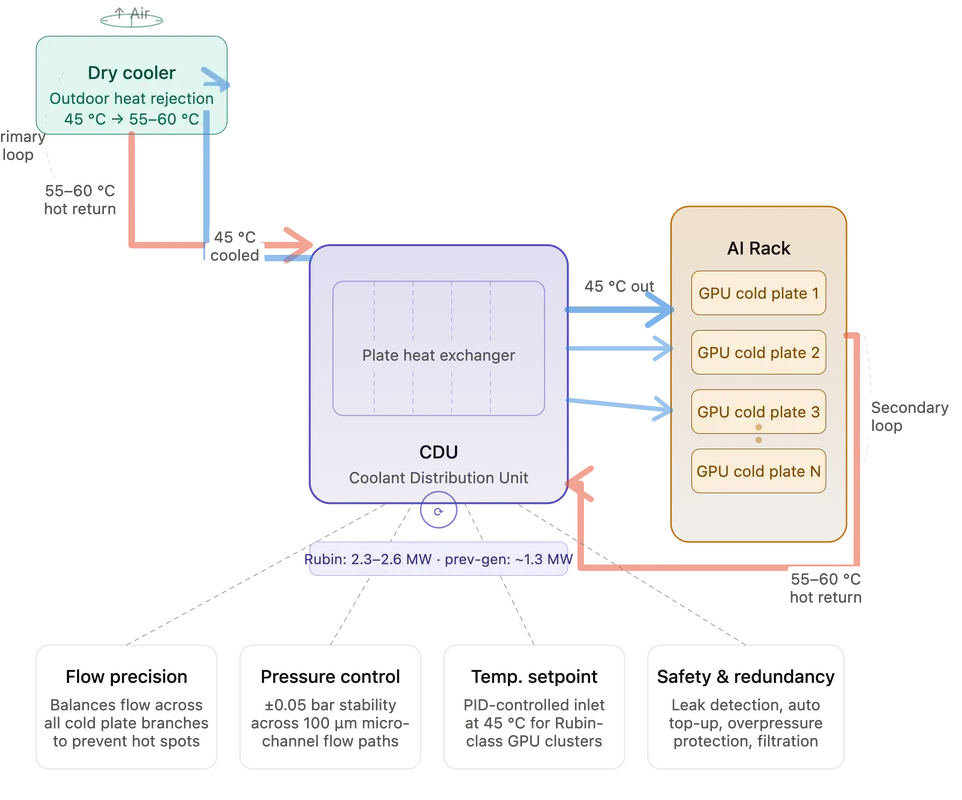
Think of a CDU — short for Coolant Distribution Unit — as the hydronic control hub of a liquid-cooled server rack. Just as a home radiant heating system uses a manifold to distribute hot water from a boiler to individual room circuits and return it in a continuous loop, a CDU distributes chilled coolant from a facility's external cooling plant to every GPU cold plate inside a rack, then collects the heated fluid on the return path.
The elegance of the CDU lies in what it keeps separate. Inside every CDU is a plate heat exchanger — a compact device made of corrugated metal plates that allows thermal energy to transfer between two fluid streams without the fluids ever mixing. On one side flows the facility's primary coolant loop, circulating between the CDU and an outdoor dry cooler that rejects heat to the ambient air. On the other side flows the secondary loop, which travels directly through the cold plates pressed against the GPUs.
This two-loop architecture is more than an engineering preference. It's a containment strategy. Outdoor water circuits can harbor minerals, biological growth, and contaminants. Keeping that fluid entirely separate from the precision microchannel cold plates protecting million-dollar accelerators is not optional — it's essential.
Precision, Not Just Plumbing
What separates a CDU from a glorified water pump is its ability to manage three interdependent variables simultaneously: flow rate, pressure, and temperature.
Inside a single high-density AI rack, dozens of GPU cold plates may be operating in parallel. Each accelerator has a different thermal profile depending on its workload. The CDU must apportion coolant flow to each branch with enough precision that no chip starves for cooling — while simultaneously avoiding excess flow that wastes pump energy and stresses the plumbing. Hydraulic balancing across dozens of parallel circuits is a genuinely hard fluid dynamics problem, and it's one that cheap or poorly engineered CDUs fail at consistently.
Pressure management is even less forgiving. Modern GPU cold plates use microchannel flow paths just 100 microns wide — roughly the width of a human hair. These structures are extraordinarily efficient at pulling heat out of silicon, but they are also fragile. A pressure spike can crack a flow channel and flood a rack. A sustained pressure drop means insufficient coolant circulation and thermal runaway. The CDU must maintain stability within tolerances of ±0.05 bar across thousands of operating hours.
Temperature control closes the loop. For NVIDIA's Rubin-generation GPU clusters, the secondary side inlet temperature must hold steady at approximately 45°C. The CDU achieves this through a combination of variable-frequency pump control and modulation of the heat exchange rate on the primary side — governed by PID control algorithms that continuously read sensor data and adjust outputs in real time. This isn't thermostat logic. It's feedback-driven thermal management running at the systems level.
The Rubin Challenge: Twice the Power, the Same Space
The demands on CDU engineering have escalated sharply with each GPU generation, but the leap to Rubin-class infrastructure is particularly striking.
Where previous-generation GB-series racks required CDUs with roughly 1.3 MW of cooling capacity, Rubin racks demand 2.3 to 2.6 MW — approximately double — while the physical footprint of the CDU expands by only 200 millimeters in width. Engineers must fit twice the thermal throughput into roughly the same cabinet envelope. This requires fundamentally more efficient plate heat exchangers, higher-performance pump impellers engineered to minimize vibration and noise at elevated power levels, and a control architecture sophisticated enough to manage not just one rack but an entire coordinated tier of AI compute infrastructure.
There is also a reliability tension that the industry has not yet fully resolved. Traditional CDU design specifies redundant pumps so that a single hardware failure does not take down an entire rack. But the space constraints of Rubin-class CDUs have pushed some vendors to eliminate pump redundancy, trading a well-established safety margin for physical feasibility. The consequence — increased single-point-of-failure risk in racks worth tens of millions of dollars — is a trade-off the industry is still actively debating.
Why CDU Expertise Is a Genuine Moat
The precision engineering required to build a reliable CDU at Rubin-class specifications explains why capable suppliers remain scarce. Accurate multi-circuit flow balancing, sustained micron-level pressure stability, closed-loop temperature control, integrated leak detection, automatic fluid replenishment, and predictive fault logic — these are not features that can be bolted on after the fact. They reflect deep, accumulated expertise in fluid mechanics, materials science, embedded control systems, and large-scale thermal simulation.
As GPU power densities continue to climb and liquid cooling transitions from premium option to baseline requirement, the CDU will only grow in strategic importance. Understanding what a CDU actually does — and what distinguishes an exceptional one from an adequate one — is no longer optional knowledge for anyone involved in AI infrastructure planning, data center procurement, or cooling system design.
The GPU gets the headlines. The CDU keeps it alive.
What Is a CDU, and Why Should You Care?
Think of a CDU — short for Coolant Distribution Unit — as the hydronic control hub of a liquid-cooled server rack. Just as a home radiant heating system uses a manifold to distribute hot water from a boiler to individual room circuits and return it in a continuous loop, a CDU distributes chilled coolant from a facility's external cooling plant to every GPU cold plate inside a rack, then collects the heated fluid on the return path.
The elegance of the CDU lies in what it keeps separate. Inside every CDU is a plate heat exchanger — a compact device made of corrugated metal plates that allows thermal energy to transfer between two fluid streams without the fluids ever mixing. On one side flows the facility's primary coolant loop, circulating between the CDU and an outdoor dry cooler that rejects heat to the ambient air. On the other side flows the secondary loop, which travels directly through the cold plates pressed against the GPUs.
This two-loop architecture is more than an engineering preference. It's a containment strategy. Outdoor water circuits can harbor minerals, biological growth, and contaminants. Keeping that fluid entirely separate from the precision microchannel cold plates protecting million-dollar accelerators is not optional — it's essential.
Precision, Not Just Plumbing
What separates a CDU from a glorified water pump is its ability to manage three interdependent variables simultaneously: flow rate, pressure, and temperature.
Inside a single high-density AI rack, dozens of GPU cold plates may be operating in parallel. Each accelerator has a different thermal profile depending on its workload. The CDU must apportion coolant flow to each branch with enough precision that no chip starves for cooling — while simultaneously avoiding excess flow that wastes pump energy and stresses the plumbing. Hydraulic balancing across dozens of parallel circuits is a genuinely hard fluid dynamics problem, and it's one that cheap or poorly engineered CDUs fail at consistently.
Pressure management is even less forgiving. Modern GPU cold plates use microchannel flow paths just 100 microns wide — roughly the width of a human hair. These structures are extraordinarily efficient at pulling heat out of silicon, but they are also fragile. A pressure spike can crack a flow channel and flood a rack. A sustained pressure drop means insufficient coolant circulation and thermal runaway. The CDU must maintain stability within tolerances of ±0.05 bar across thousands of operating hours.
Temperature control closes the loop. For NVIDIA's Rubin-generation GPU clusters, the secondary side inlet temperature must hold steady at approximately 45°C. The CDU achieves this through a combination of variable-frequency pump control and modulation of the heat exchange rate on the primary side — governed by PID control algorithms that continuously read sensor data and adjust outputs in real time. This isn't thermostat logic. It's feedback-driven thermal management running at the systems level.
The Rubin Challenge: Twice the Power, the Same Space
The demands on CDU engineering have escalated sharply with each GPU generation, but the leap to Rubin-class infrastructure is particularly striking.
Where previous-generation GB-series racks required CDUs with roughly 1.3 MW of cooling capacity, Rubin racks demand 2.3 to 2.6 MW — approximately double — while the physical footprint of the CDU expands by only 200 millimeters in width. Engineers must fit twice the thermal throughput into roughly the same cabinet envelope. This requires fundamentally more efficient plate heat exchangers, higher-performance pump impellers engineered to minimize vibration and noise at elevated power levels, and a control architecture sophisticated enough to manage not just one rack but an entire coordinated tier of AI compute infrastructure.
There is also a reliability tension that the industry has not yet fully resolved. Traditional CDU design specifies redundant pumps so that a single hardware failure does not take down an entire rack. But the space constraints of Rubin-class CDUs have pushed some vendors to eliminate pump redundancy, trading a well-established safety margin for physical feasibility. The consequence — increased single-point-of-failure risk in racks worth tens of millions of dollars — is a trade-off the industry is still actively debating.
Why CDU Expertise Is a Genuine Moat
The precision engineering required to build a reliable CDU at Rubin-class specifications explains why capable suppliers remain scarce. Accurate multi-circuit flow balancing, sustained micron-level pressure stability, closed-loop temperature control, integrated leak detection, automatic fluid replenishment, and predictive fault logic — these are not features that can be bolted on after the fact. They reflect deep, accumulated expertise in fluid mechanics, materials science, embedded control systems, and large-scale thermal simulation.
As GPU power densities continue to climb and liquid cooling transitions from premium option to baseline requirement, the CDU will only grow in strategic importance. Understanding what a CDU actually does — and what distinguishes an exceptional one from an adequate one — is no longer optional knowledge for anyone involved in AI infrastructure planning, data center procurement, or cooling system design.
The GPU gets the headlines. The CDU keeps it alive.
- Published on
Offshore laboratories often operate close to hazardous areas where flammable gases or toxic substances may be present. In these environments, maintaining a safe indoor atmosphere is just as important as protecting the laboratory structure itself.
Many engineering teams ask the same questions before selecting an offshore laboratory container:
This article explains the basic principles of intelligent pressure control in offshore laboratories and shows how TLS designs containerized laboratory solutions to improve safety, reliability, and compliance for Zone 1 and Zone 2 applications.
Positive Pressure or Negative Pressure? It Depends on the Laboratory Application
Pressure control is one of the most important safety features in an offshore laboratory.
For laboratories installed near hazardous areas, positive pressure is commonly used. Clean air is continuously supplied into the container so that the internal pressure remains higher than the outside atmosphere. This prevents flammable gases from entering the laboratory and creates a safe environment for personnel and equipment.
However, laboratories handling hazardous chemicals or volatile samples may require negative pressure. In this case, air flows into the laboratory rather than out, preventing harmful gases generated during testing from escaping into surrounding work areas.
The correct pressure strategy should always be determined by the laboratory process and project risk assessment.
Why Explosion-Proof Equipment Alone Is Not Enough
A common misconception is that explosion-proof electrical equipment alone can guarantee laboratory safety. In reality, pressure control, ventilation, and gas detection work together as one integrated safety system.
TLS laboratory containers can be designed with explosion-proof HVAC equipment, certified electrical components, combustible gas detectors, and H₂S monitoring systems. These systems continuously monitor the laboratory environment and help prevent hazardous gases from reaching dangerous concentrations.
Before laboratory equipment is energized, the container can also perform an automatic air purge to remove any potentially hazardous gases that may have accumulated during shutdown.
Instead of relying on a single protective measure, the laboratory uses multiple layers of protection to reduce operational risk.
Intelligent Control Improves Safety During Unexpected Events
Offshore conditions can change quickly. Gas leaks, pressure loss, or ventilation failures require an immediate response. TLS integrates pressure monitoring, gas detection, ventilation control, and emergency shutdown logic into one intelligent control system. If combustible gas or H₂S reaches the alarm level, or if the internal pressure cannot be maintained within the required range, the system can automatically:
Why Engineering Design Matters More Than Individual Components
Selecting certified components is important, but overall system design has an even greater impact on laboratory safety.
A reliable offshore laboratory should consider:
TLS develops offshore laboratory containers by integrating these elements into one complete engineering solution rather than treating them as separate systems.
Conclusion
Safe offshore laboratories require more than explosion-proof equipment. They depend on the combination of intelligent pressure control, effective ventilation, reliable gas detection, and automatic emergency response.
Whether positive pressure is used to keep hazardous gases outside or negative pressure is used to contain hazardous substances inside, the objective remains the same: maintaining a safe working environment throughout the laboratory's operation.
With extensive experience in offshore laboratory containers, pressurized modules, and hazardous-area container solutions, TLS provides engineered systems that support reliable operation in Zone 1 and Zone 2 environments while helping customers meet international project requirements.
TLS Offshore Containers / TLS Energy is a global supplier of standard and customised containerised solutions.
Wherever you are in the world, TLS can help you. Please contact us.
Please download the Laboratory container brochure for reference.
Keywords:#offshore laboratory container, #pressurized laboratory container, #positive pressure laboratory, #negative pressure laboratory, #Zone 1 laboratory container, #Zone 2 laboratory container, #explosion-proof laboratory, #ATEX IECEx laboratory, #offshore pressurized module, #hazardous area laboratory
Many engineering teams ask the same questions before selecting an offshore laboratory container:
- When should an offshore laboratory use positive pressure or negative pressure?
- Why are explosion-proof equipment and gas detection systems both necessary?
- How can a laboratory remain safe if gas is detected or pressure is lost?
This article explains the basic principles of intelligent pressure control in offshore laboratories and shows how TLS designs containerized laboratory solutions to improve safety, reliability, and compliance for Zone 1 and Zone 2 applications.
Positive Pressure or Negative Pressure? It Depends on the Laboratory Application
Pressure control is one of the most important safety features in an offshore laboratory.
For laboratories installed near hazardous areas, positive pressure is commonly used. Clean air is continuously supplied into the container so that the internal pressure remains higher than the outside atmosphere. This prevents flammable gases from entering the laboratory and creates a safe environment for personnel and equipment.
However, laboratories handling hazardous chemicals or volatile samples may require negative pressure. In this case, air flows into the laboratory rather than out, preventing harmful gases generated during testing from escaping into surrounding work areas.
The correct pressure strategy should always be determined by the laboratory process and project risk assessment.
Why Explosion-Proof Equipment Alone Is Not Enough
A common misconception is that explosion-proof electrical equipment alone can guarantee laboratory safety. In reality, pressure control, ventilation, and gas detection work together as one integrated safety system.
TLS laboratory containers can be designed with explosion-proof HVAC equipment, certified electrical components, combustible gas detectors, and H₂S monitoring systems. These systems continuously monitor the laboratory environment and help prevent hazardous gases from reaching dangerous concentrations.
Before laboratory equipment is energized, the container can also perform an automatic air purge to remove any potentially hazardous gases that may have accumulated during shutdown.
Instead of relying on a single protective measure, the laboratory uses multiple layers of protection to reduce operational risk.
Intelligent Control Improves Safety During Unexpected Events
Offshore conditions can change quickly. Gas leaks, pressure loss, or ventilation failures require an immediate response. TLS integrates pressure monitoring, gas detection, ventilation control, and emergency shutdown logic into one intelligent control system. If combustible gas or H₂S reaches the alarm level, or if the internal pressure cannot be maintained within the required range, the system can automatically:
- Activate audible and visual alarms
- Adjust the ventilation system
- Isolate the laboratory if necessary
- Disconnect power to non-essential electrical equipment
Why Engineering Design Matters More Than Individual Components
Selecting certified components is important, but overall system design has an even greater impact on laboratory safety.
A reliable offshore laboratory should consider:
- Hazardous area classification (Zone 1 or Zone 2)
- Pressure control strategy
- Ventilation airflow design
- Gas detection and alarm logic
- Explosion-proof electrical integration
- Compliance with applicable international standards
TLS develops offshore laboratory containers by integrating these elements into one complete engineering solution rather than treating them as separate systems.
Conclusion
Safe offshore laboratories require more than explosion-proof equipment. They depend on the combination of intelligent pressure control, effective ventilation, reliable gas detection, and automatic emergency response.
Whether positive pressure is used to keep hazardous gases outside or negative pressure is used to contain hazardous substances inside, the objective remains the same: maintaining a safe working environment throughout the laboratory's operation.
With extensive experience in offshore laboratory containers, pressurized modules, and hazardous-area container solutions, TLS provides engineered systems that support reliable operation in Zone 1 and Zone 2 environments while helping customers meet international project requirements.
TLS Offshore Containers / TLS Energy is a global supplier of standard and customised containerised solutions.
Wherever you are in the world, TLS can help you. Please contact us.
Please download the Laboratory container brochure for reference.
Keywords:#offshore laboratory container, #pressurized laboratory container, #positive pressure laboratory, #negative pressure laboratory, #Zone 1 laboratory container, #Zone 2 laboratory container, #explosion-proof laboratory, #ATEX IECEx laboratory, #offshore pressurized module, #hazardous area laboratory



Written by Snowy
- Published on
Overview
In the high-stakes offshore energy and maritime sectors, equipment failure isn’t just an inconvenience—it’s a critical financial and safety risk. Offshore containers act as the backbone of global subsea and topside operations, protecting high-value assets in the world’s most unforgiving environments. This comprehensive guide outlines how TLS Offshore Containers leverages precision engineering, rigorous third-party compliance, and specialized manufacturing to produce industry-leading units.
Key Questions Answered in This Guide:
The Reality of Offshore Stress vs. Standard Shipping
Standard ISO shipping containers are engineered for predictable, uniform stacking on cargo ships. In contrast, offshore containers must survive extreme dynamic loading. These units are frequently hoisted from moving vessels to heaving platforms in open seas, facing severe wind, unpredictable waves, and sudden structural snags.
To withstand these harsh realities, true offshore units must be built to the industry's ultimate triple-crown standards: DNV 2.7-1, EN 12079, and ISO 10855.
1. Advanced Engineering for Extreme Environments
The lifecycle of a high-performance container begins with data-driven design focused on mitigating environmental extremes:
2. Certified Fabrication and Specialized Coatings
A container's structural integrity is entirely dependent on its weakest weld. Top-tier manufacturing enforces absolute precision across the factory floor:
3. Rigorous Third-Party Testing and Certification
Before any unit enters service, it must pass a battery of standardized physical stress tests witnessed by independent classification societies such as DNV, ABS, or Lloyd’s Register:
4. Integrated Lifting and Lifespan Management
Safety does not stop at the container frame; it extends to the rigging and ongoing operational compliance:
Summary and Key Takeaways
Core Differences: Offshore vs. Standard Containers
Essential Pillars of Quality Production
TLS Offshore Containers / TLS Energy is a global supplier of standard and customised containerised solutions.
Wherever you are in the world, TLS can help you. Please contact us.
Keywords: #DNV 2.7-1 offshore containers, #Offshore container manufacturer, #DNV certified lifting slings, #CCU container production, #Marine cargo basket manufacturing, #ISO 10855 compliant containers, #Workshop cabin design, #Custom offshore engineering solutions, #4-point lift test offshore containers
In the high-stakes offshore energy and maritime sectors, equipment failure isn’t just an inconvenience—it’s a critical financial and safety risk. Offshore containers act as the backbone of global subsea and topside operations, protecting high-value assets in the world’s most unforgiving environments. This comprehensive guide outlines how TLS Offshore Containers leverages precision engineering, rigorous third-party compliance, and specialized manufacturing to produce industry-leading units.
Key Questions Answered in This Guide:
- Why do offshore containers require significantly higher manufacturing standards than standard shipping containers?
- What specific engineering, material, and fabrication protocols prevent catastrophic failure in arctic and marine environments?
- How does rigorous third-party testing (including 2-point and 4-point lift tests) validate structural safety before deployment?
- What integrated rigging and lifecycle maintenance solutions are required to ensure long-term fleet compliance?
The Reality of Offshore Stress vs. Standard Shipping
Standard ISO shipping containers are engineered for predictable, uniform stacking on cargo ships. In contrast, offshore containers must survive extreme dynamic loading. These units are frequently hoisted from moving vessels to heaving platforms in open seas, facing severe wind, unpredictable waves, and sudden structural snags.
To withstand these harsh realities, true offshore units must be built to the industry's ultimate triple-crown standards: DNV 2.7-1, EN 12079, and ISO 10855.
1. Advanced Engineering for Extreme Environments
The lifecycle of a high-performance container begins with data-driven design focused on mitigating environmental extremes:
- Material Resilience: Standard steel fails under extreme cold. Offshore production relies on specialized carbon steel (such as S355J2) that retains critical ductility at temperatures dropping to -20°C, and down to -40°C for arctic-specific applications.
- Structural Safety Margins: Traditional engineering often relies on guesswork. Advanced Finite Element Analysis (FEA) simulates worst-case dynamic impacts and uneven lifting scenarios, ensuring the entire frame structure never approaches its yield point.
- Corrosion Prevention: Salt-heavy marine environments cause rapid localized oxidation. Modern designs eliminate "water traps" and integrate automated drainage pathways to extend the physical lifespan of the asset.
2. Certified Fabrication and Specialized Coatings
A container's structural integrity is entirely dependent on its weakest weld. Top-tier manufacturing enforces absolute precision across the factory floor:
- Weld Traceability: Every critical joint must be executed by certified professionals adhering to strict Welding Procedure Specifications, with full traceability records maintained for every piece of workmanship.
- Industrial Marine Coatings: Standard paint peels under heavy UV and salt exposure. Applying specialized C5-M standard marine paint systems ensures the steel survives decades of continuous exposure.
- Application-Specific Design: Fabrication must adapt to the cargo. Whether producing heavy-duty cargo baskets, pressurized cabins, or complex offshore workshops, the structural frame must be custom-tailored to the specific equipment it protects.
3. Rigorous Third-Party Testing and Certification
Before any unit enters service, it must pass a battery of standardized physical stress tests witnessed by independent classification societies such as DNV, ABS, or Lloyd’s Register:
- The 4-Point Lift Test: The container is loaded to 2.5 times its Maximum Gross Weight to verify overall structural safety under extreme crane operations.
- The 2-Point Lift Test: This simulates dangerous offshore "snagging" incidents. The unit is lifted from just two points to guarantee the main frame will not buckle under asymmetric load stress.
- Nondestructive Examination: Following heavy load testing, technicians utilize Magnetic Particle Inspection (MPI) to scan for microscopic surface cracks in the welds that are invisible to the naked eye.
4. Integrated Lifting and Lifespan Management
Safety does not stop at the container frame; it extends to the rigging and ongoing operational compliance:
- Certified Lifting Sets: Every unit must be equipped with dedicated wire rope slings and shackles matched perfectly to the unit's Maximum Gross Weight. These sets are permanently attached to prevent field operators from using incorrect or unrated rigging.
- Unique Identification: Rigging sets must be individually tagged with independent certifications and serial numbers for rapid safety audits.
- Life-Cycle Support: To prevent operational degradation, operators must follow structured maintenance schedules. Annual visual inspections and periodic NDE tests are mandatory to keep the fleet in "fit-for-purpose" condition.
Summary and Key Takeaways
Core Differences: Offshore vs. Standard Containers
- Environment: Standard containers handle predictable stacking; offshore containers endure violent, dynamic marine and arctic conditions.
- Material Strength: Offshore units require low-temperature carbon steel (S355J2) to prevent cracking in temperatures as low as -40°C.
- Certification: Offshore units require mandatory independent third-party validation (DNV, ABS, Lloyd's) through destructive and non-destructive testing.
Essential Pillars of Quality Production
- Data-Driven Engineering: Utilizing Finite Element Analysis (FEA) to eliminate water traps and simulate worst-case impact scenarios.
- Precision Craftsmanship: Implementing 100% traceable welding and applying C5-M standard high-performance marine coatings.
- Extreme Load Verification: Passing mandatory 2.5x gross weight lift tests and post-test Magnetic Particle Inspections (MPI).
- Operational Security: Utilizing permanently attached, uniquely tagged, and certified lifting slings to eliminate human error in the field.
TLS Offshore Containers / TLS Energy is a global supplier of standard and customised containerised solutions.
Wherever you are in the world, TLS can help you. Please contact us.
Keywords: #DNV 2.7-1 offshore containers, #Offshore container manufacturer, #DNV certified lifting slings, #CCU container production, #Marine cargo basket manufacturing, #ISO 10855 compliant containers, #Workshop cabin design, #Custom offshore engineering solutions, #4-point lift test offshore containers



Written by Oliver
- Published on
Overview
Temporary workspaces in offshore energy, mining, and petrochemical plants demand more than basic flexibility. They require rugged structural engineering and active life-safety technologies to survive the world's harshest industrial zones.
This comprehensive guide analyzes how TLS Modular Office Containers serve as fully integrated operational hubs, protecting personnel while maintaining seamless productivity.
Core Questions Addressed in This Guide:
1. Modular Architecture: Engineering Structural Resilience and Rapid Deployment
Industrial operations frequently fail when deploying standard modified shipping containers or low-grade temporary buildings. Field data shows that non-engineered structures suffer from rapid structural degradation, severe moisture ingress, and HVAC failures within the first 12 to 18 months of deployment in aggressive environments.
TLS modular office containers eliminate these systemic failure points through purpose-built industrial engineering:
2. Hazardous Area Protection: Positive Pressure Explosion-Proof Systems
In high-risk sectors like oil and gas, petrochemical processing, and offshore drilling, structural protection alone is insufficient. Passive shelters risk a catastrophic point of failure: the buildup of invisible, heavier-than-air toxic or flammable gases inside the workspace, creating an immediate explosion hazard.
TLS mitigates this risk by turning the workspace into an active safety barrier using advanced positive pressure technology:
3. Optimizing Human Performance: Climate Control and Acoustic Isolation
A hidden drain on project efficiency is worker fatigue. Past industrial studies indicate that prolonged exposure to high ambient noise levels (>85 dB) and poor indoor air quality reduces workforce decision-making accuracy and increases operational incident rates.
TLS solves the human element of remote project efficiency through interior environmental management:
Summary: Key Takeaways for Industrial Asset Selection
When selecting modular office solutions for high-consequence environments, procurement and safety teams should evaluate solutions against three performance-proven benchmarks:
1. Structural Durability and Lifespan
2. Verified Active Safety Systems
3. Lifecycle Mobility and Fast Integration
TLS Offshore Containers / TLS Energy is a global supplier of standard and customised containerised solutions.
Wherever you are in the world, TLS can help you. Please contact us.
Product brochures:
Offshore total pressurised container solutions
Offshore pressurised mud logging cabin brochure
MCC | Switchgear | VFD | VSD pressurised shelter
Keywords: #TLS modular office containers, #Explosion proof modular offices, #Positive pressure explosion proof system, #ATEX certified work container, #IECEx Zone 1 hazardous area workstation, #Offshore blast proof container, #C5 grade anti corrosion office container, #Pressurized shelter for hazardous areas, #Temporary command centers oil and gas, #Industrial mobile control room layout
Temporary workspaces in offshore energy, mining, and petrochemical plants demand more than basic flexibility. They require rugged structural engineering and active life-safety technologies to survive the world's harshest industrial zones.
This comprehensive guide analyzes how TLS Modular Office Containers serve as fully integrated operational hubs, protecting personnel while maintaining seamless productivity.
Core Questions Addressed in This Guide:
- Environmental Resilience: How do modular office containers withstand corrosive, dusty, and extreme-temperature environments?
- Hazardous Zone Safety: How can personnel safety be actively protected in explosive oil, gas, and chemical zones?
- Workspace Efficiency: How can comfortable, energy-efficient working conditions be maintained inside highly sealed steel structures?
- Strategic Selection: What are the three critical benchmarks companies must evaluate when choosing a modular office solution?
1. Modular Architecture: Engineering Structural Resilience and Rapid Deployment
Industrial operations frequently fail when deploying standard modified shipping containers or low-grade temporary buildings. Field data shows that non-engineered structures suffer from rapid structural degradation, severe moisture ingress, and HVAC failures within the first 12 to 18 months of deployment in aggressive environments.
TLS modular office containers eliminate these systemic failure points through purpose-built industrial engineering:
- C5-Grade Marine Corrosion Protection: High-strength welded steel frames are coated with a specialized C5-grade anti-corrosion system. This delivers verified resistance against salt-laden offshore air, chemical exposure, and desert sandstorms, outlasting standard paint systems by up to 300% in high-salinity zones.
- Thermal Barrier Engineering: High-performance insulated rock wool panels eliminate structural thermal bridging. This engineering standard stabilizes indoor temperatures across extreme external fluctuations ranging from -40°C to +55°C, reducing HVAC power consumption by an estimated 35% compared to uninsulated alternatives.
- Pre-Integrated Plug-and-Play Mobility: Standardized 20ft and 40ft units feature factory-installed electrical systems, lighting, HVAC, piping, and communication networks. This pre-engineered integration cuts on-site installation time by up to 70%, enabling rapid reconfiguration into command centers, meeting rooms, or technical control hubs.
2. Hazardous Area Protection: Positive Pressure Explosion-Proof Systems
In high-risk sectors like oil and gas, petrochemical processing, and offshore drilling, structural protection alone is insufficient. Passive shelters risk a catastrophic point of failure: the buildup of invisible, heavier-than-air toxic or flammable gases inside the workspace, creating an immediate explosion hazard.
TLS mitigates this risk by turning the workspace into an active safety barrier using advanced positive pressure technology:
- Positive Pressure Air Barrier: Dedicated explosion-proof ventilation equipment continuously maintains internal air pressure slightly higher than the external atmosphere. This pressure differential creates an invisible physical block, completely preventing flammable gases, explosive vapors, and toxic contaminants from penetrating the room.
- Zone 1 and Zone 2 Compliance: TLS structures are fully certified under IECEx and ATEX international standards, validating their safe operation inside highly volatile petrochemical and FPSO environments.
- Intelligent Safety Interlocks: The perimeter is ringed with automated gas detection sensors. If external gas leaks or internal pressure drops are detected, the system bypasses manual human intervention to instantly trigger audible/visual alarms, initiate ventilation adjustments, and engage emergency shutdown interlocks.
3. Optimizing Human Performance: Climate Control and Acoustic Isolation
A hidden drain on project efficiency is worker fatigue. Past industrial studies indicate that prolonged exposure to high ambient noise levels (>85 dB) and poor indoor air quality reduces workforce decision-making accuracy and increases operational incident rates.
TLS solves the human element of remote project efficiency through interior environmental management:
- Industrial-Grade Climate Stability: Heavy-duty HVAC systems maintain a tight temperature equilibrium, mitigating the radical day-night thermal swings common in desert and offshore sectors.
- Acoustic Noise Reduction: The high-density rock wool core doubles as a sound-dampening barrier, significantly lowering external industrial decibels to create a quiet environment necessary for clear communication and sustained concentration.
- Continuous Air Filtration: Advanced fresh air circulation systems constantly filter out particulate matter, maintaining optimal indoor air quality during long-term occupancy.
Summary: Key Takeaways for Industrial Asset Selection
When selecting modular office solutions for high-consequence environments, procurement and safety teams should evaluate solutions against three performance-proven benchmarks:
1. Structural Durability and Lifespan
- Look for certified C5-grade anti-corrosion coatings and high-density rock wool insulation.
- Avoid standard modified shipping containers, which fail rapidly due to corrosion and thermal bridging.
2. Verified Active Safety Systems
- Mandate IECEx/ATEX certification suitable for Zone 1 and Zone 2 operations.
- Ensure the inclusion of automated Positive Pressure Explosion-Proof Ventilation linked to real-time gas detection safety interlocks.
3. Lifecycle Mobility and Fast Integration
- Optimize project timelines by choosing pre-integrated (plug-and-play) utility, electrical, and communication infrastructure.
- Ensure standardized shipping dimensions to allow damage-free relocation across multiple project lifecycles.
TLS Offshore Containers / TLS Energy is a global supplier of standard and customised containerised solutions.
Wherever you are in the world, TLS can help you. Please contact us.
Product brochures:
Offshore total pressurised container solutions
Offshore pressurised mud logging cabin brochure
MCC | Switchgear | VFD | VSD pressurised shelter
Keywords: #TLS modular office containers, #Explosion proof modular offices, #Positive pressure explosion proof system, #ATEX certified work container, #IECEx Zone 1 hazardous area workstation, #Offshore blast proof container, #C5 grade anti corrosion office container, #Pressurized shelter for hazardous areas, #Temporary command centers oil and gas, #Industrial mobile control room layout



Written by Oliver
- Published on
Overview
In offshore oil and gas platforms, drilling sites, and petrochemical plants, designing safe remote laboratory containers is a critical compliance challenge. A frequent engineering misconception is that a positive-pressure system provides complete explosion protection. This blog analyzes why relying solely on pressurization exposes facilities to severe internal risks and details why international safety standards demand a dual-layer approach combining both pressurization and explosion-proof (Ex) electrical equipment.
Key Questions Answered in This Post
The External Barrier: Mechanics of Pressurization
Pressurization systems (commonly certified under standards like IEC 60079-13 or NFPA 496) operate on a strict directional principle: Outside-to-In protection.
By continuously pumping clean air into the container, the system maintains an internal pressure higher than the surrounding atmosphere. This creates a continuous outward airflow. When a technician opens a door, or if there is a minor structural gap, the higher internal pressure forces air out, physically blocking external hazardous gases (Zone 1 or Zone 2 atmospheres) from entering the workspace.
Essentially, pressurization treats the inside of the container as a safe haven from outside threats.
The Internal Blindspot: Why Pressurization Alone Fails
While pressurization isolates a laboratory from its surrounding environment, it is fundamentally incapable of managing hazards generated within the container.
Unlike standard electrical or control rooms, which house passive components, a laboratory container is an active process environment. Technicians frequently handle crude oil samples, natural gas, drilling fluids, and volatile organic compounds.
The Dilution Dilemma
If a sample line leaks, a valve fails, or a volatile chemical spills inside a pressurized container, the positive pressure system actually works against safety. Because the air pressure pushes outward, internal hazardous vapors cannot easily escape through doors or structural joints. Instead, they become trapped inside the workspace.
Lessons from Industrial Failures
Historical incident data from offshore mud logging and process sampling operations highlights a recurring failure pattern: operators incorrectly classify the interior of a pressurized lab as a permanently "safe non-hazardous area." When internal testing equipment leaks, standard domestic-grade electrical switches, lighting, or air conditioning units act as immediate ignition sources, resulting in catastrophic internal deflagrations.
The Dual-Layer Solution: How Leading Operators Achieve Safety
To eliminate the internal blind spot, industry leaders like TLS implement a comprehensive, dual-layer safety architecture that bridges the gap between external and internal containment.
Layer 1: Pressurization Protection (External Defenses)
Layer 2: Explosion-Proof Electrical Equipment (Internal Defenses)
Conclusion
TLS Offshore Containers / TLS Energy is a global supplier of standard and customised containerised solutions.
Wherever you are in the world, TLS can help you. Please contact us.
Product brochures:
Offshore total pressurised container solutions
Offshore pressurised mud logging cabin brochure
MCC | Switchgear | VFD | VSD pressurised shelter
Keywords: #Hazardous area laboratory container, #Pressurized laboratory cabin offshore, #Explosion proof laboratory design, #IEC 60079-13 pressurized room, #Mud logging unit dual layer safety, #Exd certified laboratory HVAC, #Zone1 positive pressure container, #NFPA496 purged enclosure lab, #Offshore lab container explosion protection
In offshore oil and gas platforms, drilling sites, and petrochemical plants, designing safe remote laboratory containers is a critical compliance challenge. A frequent engineering misconception is that a positive-pressure system provides complete explosion protection. This blog analyzes why relying solely on pressurization exposes facilities to severe internal risks and details why international safety standards demand a dual-layer approach combining both pressurization and explosion-proof (Ex) electrical equipment.
Key Questions Answered in This Post
- Why does a pressurization system only address half of the explosion risk equation?
- What are the primary internal operational hazards that pressurization cannot mitigate?
- How do leading operators combine Ex protection and positive pressure to achieve compliance?
- What are the critical engineering takeaways from historic containment failures?
The External Barrier: Mechanics of Pressurization
Pressurization systems (commonly certified under standards like IEC 60079-13 or NFPA 496) operate on a strict directional principle: Outside-to-In protection.
By continuously pumping clean air into the container, the system maintains an internal pressure higher than the surrounding atmosphere. This creates a continuous outward airflow. When a technician opens a door, or if there is a minor structural gap, the higher internal pressure forces air out, physically blocking external hazardous gases (Zone 1 or Zone 2 atmospheres) from entering the workspace.
Essentially, pressurization treats the inside of the container as a safe haven from outside threats.
The Internal Blindspot: Why Pressurization Alone Fails
While pressurization isolates a laboratory from its surrounding environment, it is fundamentally incapable of managing hazards generated within the container.
Unlike standard electrical or control rooms, which house passive components, a laboratory container is an active process environment. Technicians frequently handle crude oil samples, natural gas, drilling fluids, and volatile organic compounds.
The Dilution Dilemma
If a sample line leaks, a valve fails, or a volatile chemical spills inside a pressurized container, the positive pressure system actually works against safety. Because the air pressure pushes outward, internal hazardous vapors cannot easily escape through doors or structural joints. Instead, they become trapped inside the workspace.
Lessons from Industrial Failures
Historical incident data from offshore mud logging and process sampling operations highlights a recurring failure pattern: operators incorrectly classify the interior of a pressurized lab as a permanently "safe non-hazardous area." When internal testing equipment leaks, standard domestic-grade electrical switches, lighting, or air conditioning units act as immediate ignition sources, resulting in catastrophic internal deflagrations.
The Dual-Layer Solution: How Leading Operators Achieve Safety
To eliminate the internal blind spot, industry leaders like TLS implement a comprehensive, dual-layer safety architecture that bridges the gap between external and internal containment.
Layer 1: Pressurization Protection (External Defenses)
- Maintains a continuous positive pressure barrier against the surrounding Zone 1 or Zone 2 environment.
- Utilizes automatic purging sequences to clear the atmosphere before electrical systems are energized.
- Integrates differential pressure monitoring and automatic gas detection interlocks to shut down power if pressure drops.
Layer 2: Explosion-Proof Electrical Equipment (Internal Defenses)
- Treats the interior space as a potentially hazardous zone due to active sample testing.
- Mandates the installation of certified explosion-proof (Ex d, Ex e, or Ex i) lighting, switches, and junction boxes.
- Utilizes specialized explosion-proof HVAC systems and ventilation fans to safely exhaust internal vapors while preventing ignition.
Conclusion
- Directional Defense: Pressurization protects a laboratory container from external hazardous atmospheres, while explosion-proof electrical equipment protects the container from internal sample-generated hazards.
- Risk Multiplication: Relying on positive pressure alone creates a dangerous containment trap for internal chemical spills or gas leaks, turning a localized sample leak into an immediate explosion risk.
- Industry Best Practice: High-risk applications—including Offshore Laboratories, Mud Logging Units, Well Testing Labs, and Chemical Analysis Containers—must employ a dual-protection design to guarantee both personnel safety and regulatory compliance.
TLS Offshore Containers / TLS Energy is a global supplier of standard and customised containerised solutions.
Wherever you are in the world, TLS can help you. Please contact us.
Product brochures:
Offshore total pressurised container solutions
Offshore pressurised mud logging cabin brochure
MCC | Switchgear | VFD | VSD pressurised shelter
Keywords: #Hazardous area laboratory container, #Pressurized laboratory cabin offshore, #Explosion proof laboratory design, #IEC 60079-13 pressurized room, #Mud logging unit dual layer safety, #Exd certified laboratory HVAC, #Zone1 positive pressure container, #NFPA496 purged enclosure lab, #Offshore lab container explosion protection




Written by Oliver
- Published on
In the procurement of functional containers or modular equipment enclosures, it is common for project teams to encounter a practical question: two units with similar dimensions, layout, and appearance can still show significant price differences.
This often makes it difficult to evaluate whether a quotation is reasonable. In reality, from TLS’s engineering experience in designing and manufacturing industrial modular containers, the price difference is rarely driven by the steel structure itself. Instead, it comes from differences in project requirements, system integration complexity, and safety and certification levels.
This article addresses three key questions:
Why do similar-looking containers have different prices?
From the outside, industrial modular container solutions often look almost identical. Most are built on standard ISO steel frames, typically in 20ft or 40ft dimensions. However, in TLS project practice, the real cost driver is not the external structure, but the operational environment and system requirements behind it.
A container installed in a normal industrial area may only require basic ventilation, standard electrical installation, and corrosion protection. However, when the same type of container is deployed in offshore platforms, oil & gas sites, or hazardous industrial zones, the design logic changes completely.
For example, in TLS projects such as pressurized laboratory containers or analytical modules, the system may require continuous positive pressure control, gas detection interlocking, emergency shutdown logic, and explosion-proof electrical integration. These requirements significantly increase both engineering complexity and testing workload, even if the external structure remains unchanged.
What really determines the price of a functional container?
The cost of a functional container is driven by the accumulation of system complexity rather than a single factor.
The first key factor is safety level and certification requirements. In standard industrial environments, conventional electrical systems may be sufficient. However, in hazardous areas such as Zone 1 or Zone 2, systems must comply with IECEx or ATEX standards. This introduces explosion-proof electrical components, gas detection systems, and safety interlock logic, which are often the largest contributors to cost differences.
The second factor is system integration depth. Taking TLS laboratory containers as an example, a basic configuration may only include a ventilation hood and standard lighting. In contrast, containers designed for hazardous gas environments require positive pressure systems, explosion-proof fans, explosion-proof control panels, and integrated pressure safety control systems. Although the external appearance may remain the same, the internal system architecture can be completely different in complexity and cost.
The third factor is environmental adaptability. For offshore wind or marine applications, modular functional containers must be designed for salt spray corrosion resistance, structural fatigue, long-term vibration, and extreme temperature variations. This leads to upgrades in steel structure design, coating systems, and insulation performance, all of which significantly affect manufacturing cost, even though they are not visible externally.
In TLS engineering practice, it is common to see two containers of identical size, where one is a basic equipment shelter while the other is a fully integrated safety-controlled analytical module. The price difference between them is not due to a single component, but to the entire safety and system architecture level.
A more advanced solution may have higher upfront cost, but it can significantly reduce installation workload, commissioning time, and long-term maintenance risks. In multiple offshore and energy projects delivered by TLS, the real project cost driver is often not procurement price, but delays, site modifications, and operational downtime.
Therefore, when evaluating different suppliers, it is more meaningful to assess whether the system is complete, whether it meets required safety standards, whether it matches real site conditions, and whether it supports long-term stable operation.
Conclusion
The price difference between functional containers is mainly driven by engineering depth, system configuration, and certification requirements rather than simple material or dimensional differences.
At TLS, each functional container is not treated as a standard product, but as an engineered system designed according to specific project environments, safety levels, and operational requirements. This is why containers that look similar externally may serve completely different functions and risk levels in real applications.
In procurement decisions, instead of focusing only on price, it is more important to first understand the actual problem the container is designed to solve. Once the requirement is clearly defined, the price difference becomes much easier to interpret and justify.
TLS Offshore Containers / TLS Energy is a global supplier of standard and customised containerised solutions.
Wherever you are in the world, TLS can help you. Please contact us.
Keywords: #industrial modular container solutions, #containerized system pricing factors, #customized container solutions, #pressurized container system, #explosion-proof container Zone 1 Zone 2, #offshore modular container, #engineered container system, #system integration container design.
This often makes it difficult to evaluate whether a quotation is reasonable. In reality, from TLS’s engineering experience in designing and manufacturing industrial modular containers, the price difference is rarely driven by the steel structure itself. Instead, it comes from differences in project requirements, system integration complexity, and safety and certification levels.
This article addresses three key questions:
- Why do similar-looking industrial modular containers have very different prices?
- What are the main factors that determine the cost of a industrial modular container?
- Where do these price differences actually come from in real engineering applications?
Why do similar-looking containers have different prices?
From the outside, industrial modular container solutions often look almost identical. Most are built on standard ISO steel frames, typically in 20ft or 40ft dimensions. However, in TLS project practice, the real cost driver is not the external structure, but the operational environment and system requirements behind it.
A container installed in a normal industrial area may only require basic ventilation, standard electrical installation, and corrosion protection. However, when the same type of container is deployed in offshore platforms, oil & gas sites, or hazardous industrial zones, the design logic changes completely.
For example, in TLS projects such as pressurized laboratory containers or analytical modules, the system may require continuous positive pressure control, gas detection interlocking, emergency shutdown logic, and explosion-proof electrical integration. These requirements significantly increase both engineering complexity and testing workload, even if the external structure remains unchanged.
What really determines the price of a functional container?
The cost of a functional container is driven by the accumulation of system complexity rather than a single factor.
The first key factor is safety level and certification requirements. In standard industrial environments, conventional electrical systems may be sufficient. However, in hazardous areas such as Zone 1 or Zone 2, systems must comply with IECEx or ATEX standards. This introduces explosion-proof electrical components, gas detection systems, and safety interlock logic, which are often the largest contributors to cost differences.
The second factor is system integration depth. Taking TLS laboratory containers as an example, a basic configuration may only include a ventilation hood and standard lighting. In contrast, containers designed for hazardous gas environments require positive pressure systems, explosion-proof fans, explosion-proof control panels, and integrated pressure safety control systems. Although the external appearance may remain the same, the internal system architecture can be completely different in complexity and cost.
The third factor is environmental adaptability. For offshore wind or marine applications, modular functional containers must be designed for salt spray corrosion resistance, structural fatigue, long-term vibration, and extreme temperature variations. This leads to upgrades in steel structure design, coating systems, and insulation performance, all of which significantly affect manufacturing cost, even though they are not visible externally.
In TLS engineering practice, it is common to see two containers of identical size, where one is a basic equipment shelter while the other is a fully integrated safety-controlled analytical module. The price difference between them is not due to a single component, but to the entire safety and system architecture level.
A more advanced solution may have higher upfront cost, but it can significantly reduce installation workload, commissioning time, and long-term maintenance risks. In multiple offshore and energy projects delivered by TLS, the real project cost driver is often not procurement price, but delays, site modifications, and operational downtime.
Therefore, when evaluating different suppliers, it is more meaningful to assess whether the system is complete, whether it meets required safety standards, whether it matches real site conditions, and whether it supports long-term stable operation.
Conclusion
The price difference between functional containers is mainly driven by engineering depth, system configuration, and certification requirements rather than simple material or dimensional differences.
At TLS, each functional container is not treated as a standard product, but as an engineered system designed according to specific project environments, safety levels, and operational requirements. This is why containers that look similar externally may serve completely different functions and risk levels in real applications.
In procurement decisions, instead of focusing only on price, it is more important to first understand the actual problem the container is designed to solve. Once the requirement is clearly defined, the price difference becomes much easier to interpret and justify.
TLS Offshore Containers / TLS Energy is a global supplier of standard and customised containerised solutions.
Wherever you are in the world, TLS can help you. Please contact us.
Keywords: #industrial modular container solutions, #containerized system pricing factors, #customized container solutions, #pressurized container system, #explosion-proof container Zone 1 Zone 2, #offshore modular container, #engineered container system, #system integration container design.



Written by Snowy
- Published on
In offshore wind, oil & gas, and hazardous-area laboratory projects, pressurized modules are widely used for analyzer shelters, electrical rooms, control rooms, and laboratory containers. However, many projects encounter a frustrating situation: the module successfully passes Factory Acceptance Testing (FAT), but still faces corrective actions or even rejection during overseas site acceptance.
In most cases, the problem is not manufacturing quality. The real causes are usually differences in hazardous area classification, certification requirements, and project-specific compliance standards.
Before ordering a pressurized module for an offshore project, engineering teams should verify four key factors: hazardous area classification, certification requirements, component compliance, and safety interlock logic.
Passing FAT Does Not Always Mean Full Project Compliance
Many project teams treat FAT as a major milestone before shipment. For offshore pressurized modules, however, FAT mainly verifies that the equipment functions according to the approved design.
Overseas acceptance often goes further and checks whether the module complies with local regulations, project specifications, and certification requirements. As a result, a module with a fully functional pressurization system may still require modification if its certification scope or installation conditions do not match the project requirements.
The Difference Between Zone 1 and Zone 2 Is Often Underestimated
One common issue is a mismatch between the module's design basis and its final installation location.
For example, a module may be designed for Zone 2, but the actual offshore installation area is classified as Zone 1. Although both are hazardous areas, the applicable safety requirements, interlock philosophy, and certification expectations may differ.
For this reason, confirming the hazardous area classification at the beginning of the project is usually far more efficient than redesigning the module later.
Certification Is More Than a Certificate for the Module
Another frequently overlooked issue is the completeness of the certification chain.
During overseas inspections, third-party organizations often review not only the module certification itself, but also the certification status of key components such as:
Early Compliance Planning Is Usually More Cost-Effective
For pressurized analyzer shelters, laboratory containers, and electrical modules, compliance is ultimately a system engineering issue.
Hazardous area classification, certification requirements, pressurization logic, and component selection must all be aligned. The earlier these requirements are confirmed, the lower the risk of late design changes and site rework.
In TLS offshore projects, we typically support customers during the early engineering stage by reviewing hazardous area classification, certification requirements, and key interlock logic before manufacturing begins.
Conclusion
For offshore wind, oil & gas, and hazardous-area industrial projects, the challenge of a pressurized module is often not manufacturing itself, but international compliance.
Before launching a project, engineering teams should confirm:
Addressing these issues early can significantly reduce overseas acceptance risks and help ensure a smoother project delivery.
TLS Offshore Containers / TLS Energy is a global supplier of standard and customised containerised solutions.
Wherever you are in the world, TLS can help you. Please contact us.
Keywords:#Pressurized Module, #Offshore Pressurized Module, #Zone 1 Pressurized Room,#Zone 2 Pressurized Room, #IECEx Pressurized Module,#Hazardous Area Module, #Offshore Analyzer Shelter, #Pressurized Laboratory Container, #Explosion Proof Container
In most cases, the problem is not manufacturing quality. The real causes are usually differences in hazardous area classification, certification requirements, and project-specific compliance standards.
Before ordering a pressurized module for an offshore project, engineering teams should verify four key factors: hazardous area classification, certification requirements, component compliance, and safety interlock logic.
Passing FAT Does Not Always Mean Full Project Compliance
Many project teams treat FAT as a major milestone before shipment. For offshore pressurized modules, however, FAT mainly verifies that the equipment functions according to the approved design.
Overseas acceptance often goes further and checks whether the module complies with local regulations, project specifications, and certification requirements. As a result, a module with a fully functional pressurization system may still require modification if its certification scope or installation conditions do not match the project requirements.
The Difference Between Zone 1 and Zone 2 Is Often Underestimated
One common issue is a mismatch between the module's design basis and its final installation location.
For example, a module may be designed for Zone 2, but the actual offshore installation area is classified as Zone 1. Although both are hazardous areas, the applicable safety requirements, interlock philosophy, and certification expectations may differ.
For this reason, confirming the hazardous area classification at the beginning of the project is usually far more efficient than redesigning the module later.
Certification Is More Than a Certificate for the Module
Another frequently overlooked issue is the completeness of the certification chain.
During overseas inspections, third-party organizations often review not only the module certification itself, but also the certification status of key components such as:
- HVAC systems
- Gas detectors
- Pressure switches
- Explosion-proof lighting
- Cable glands and junction boxes
Early Compliance Planning Is Usually More Cost-Effective
For pressurized analyzer shelters, laboratory containers, and electrical modules, compliance is ultimately a system engineering issue.
Hazardous area classification, certification requirements, pressurization logic, and component selection must all be aligned. The earlier these requirements are confirmed, the lower the risk of late design changes and site rework.
In TLS offshore projects, we typically support customers during the early engineering stage by reviewing hazardous area classification, certification requirements, and key interlock logic before manufacturing begins.
Conclusion
For offshore wind, oil & gas, and hazardous-area industrial projects, the challenge of a pressurized module is often not manufacturing itself, but international compliance.
Before launching a project, engineering teams should confirm:
- The final hazardous area classification (Zone 1 or Zone 2)
- The required certification system (IECEx, ATEX, or both)
- The completeness of the component certification chain
- The required safety interlock philosophy
Addressing these issues early can significantly reduce overseas acceptance risks and help ensure a smoother project delivery.
TLS Offshore Containers / TLS Energy is a global supplier of standard and customised containerised solutions.
Wherever you are in the world, TLS can help you. Please contact us.
Keywords:#Pressurized Module, #Offshore Pressurized Module, #Zone 1 Pressurized Room,#Zone 2 Pressurized Room, #IECEx Pressurized Module,#Hazardous Area Module, #Offshore Analyzer Shelter, #Pressurized Laboratory Container, #Explosion Proof Container



Written by Snowy
- Published on
As the world transitions rapidly toward renewable energy, Battery Energy Storage Systems (BESS) have emerged as infrastructure linchpins for grid stability. However, the high energy density of lithium-ion batteries brings a pressing challenge: fire safety. To mitigate thermal runaway risks, global regulatory bodies have established stringent compliance frameworks.
Navigating this regulatory landscape requires understanding three primary pillars of energy storage safety: NFPA 855, UL 9540A, and IEC 62933-5-2. While they all aim to ensure safety, they target entirely different stages of a project, from individual component testing to holistic lifecycle management and site installation. This comprehensive guide breaks down each standard and explains how they interact to protect international BESS deployments.
1. NFPA 855: The Blueprint for Safe Site Installation
Published by the National Fire Protection Association, NFPA 855 is the Standard for the Installation of Stationary Energy Storage Systems. Unlike product-specific manufacturing standards, NFPA 855 is an installation code. It dictates how an energy storage project must be safely integrated into its physical environment to protect lives, property, and first responders.Core Focus Areas of NFPA 855:
2. UL 9540A: The Ultimate Thermal Runaway Destructive Test
While NFPA 855 looks at the facility level, UL 9540A dives straight into the heart of the battery itself. Developed by UL Solutions, UL 9540A is titled the Test Method for Evaluating Thermal Runaway Fire Propagation in Battery Energy Storage Systems.
It is vital to note that UL 9540A is not a pass/fail certification. It does not grant a standard safety sticker. Instead, it is a destructive testing methodology that forces batteries into thermal runaway in a controlled environment to gather raw data on fire behavior, gas generation, and heat release rates.The Four-Tier Testing Hierarchy:
The data generated by UL 9540A is precisely what AHJs demand. If a developer wants to install BESS units closer together than the default distances mandated in NFPA 855, they must present a UL 9540A test report proving that their system will not cause cross-unit fire propagation.
3. IEC 62933-5-2: System-Level Grid Integration and Lifespan Safety
Moving outside the North American sphere, the International Electrotechnical Commission provides the dominant global framework via IEC 62933-5-2: Electrical energy storage (EES) systems - Part 5-2: Safety requirements for grid-integrated EES systems - Electrochemical-based systems.
While UL focuses heavily on fire mechanics, IEC 62933-5-2 approaches BESS from an electrical engineering and holistic risk management perspective. It outlines how the massive sub-components of an enterprise-grade system—the Battery Management System (BMS), Power Conversion System (PCS/Inverter), and Energy Management System (EMS)—interact safely when tied to a utility grid.Key Aspects of IEC 62933-5-2:
IEC 62933-5-2 is the definitive gatekeeper for BESS market access in Europe, Australia, and parts of Asia, serving as the system-level baseline that utilities require before allowing an asset to connect to the grid.
The Intersection of Compliance: A Unified Global BESS Strategy
For system integrators and developers eyeing international expansion, these three standards do not compete; they form a symbiotic ecosystem.
[ IEC 62933-5-2 / UL 9540 ] --> System-Level Design & Electrical Safety
[ UL 9540A ] --> Destructive Fire & Off-Gassing Characterization
[ NFPA 855 ] --> On-Site Positioning, Clearance & Local Fire Clearance
To deploy a successful commercial project globally, an asset must typically navigate all three layers:
Navigating this regulatory landscape requires understanding three primary pillars of energy storage safety: NFPA 855, UL 9540A, and IEC 62933-5-2. While they all aim to ensure safety, they target entirely different stages of a project, from individual component testing to holistic lifecycle management and site installation. This comprehensive guide breaks down each standard and explains how they interact to protect international BESS deployments.
1. NFPA 855: The Blueprint for Safe Site Installation
Published by the National Fire Protection Association, NFPA 855 is the Standard for the Installation of Stationary Energy Storage Systems. Unlike product-specific manufacturing standards, NFPA 855 is an installation code. It dictates how an energy storage project must be safely integrated into its physical environment to protect lives, property, and first responders.Core Focus Areas of NFPA 855:
- Spatial Separation and Clearance: The code mandates strict minimum distances—typically 3 feet (0.9 meters) or more—between individual BESS units, and between the system and surrounding structures or lot lines. This prevents "fire cascading" from one enclosure to another.
- Capacity Limitations: It sets maximum threshold quantities for battery chemistry accumulation within specific zones, limiting the overall fuel load of a single installation unless special exceptions are validated.
- Suppression and Environmental Controls: NFPA 855 requires mandatory fire detection, gas detection (specifically targeting carbon monoxide to identify off-gassing before visible smoke appears), deflagration mitigation (explosion venting), and automated fire suppression systems.
- The Role of the AHJ: In jurisdictions recognizing NFPA codes (predominantly North America), the local Authority Having Jurisdiction (AHJ), such as the local fire marshal, uses NFPA 855 as a checklist. A project cannot achieve commercial operation without fulfilling these exact installation rules.
2. UL 9540A: The Ultimate Thermal Runaway Destructive Test
While NFPA 855 looks at the facility level, UL 9540A dives straight into the heart of the battery itself. Developed by UL Solutions, UL 9540A is titled the Test Method for Evaluating Thermal Runaway Fire Propagation in Battery Energy Storage Systems.
It is vital to note that UL 9540A is not a pass/fail certification. It does not grant a standard safety sticker. Instead, it is a destructive testing methodology that forces batteries into thermal runaway in a controlled environment to gather raw data on fire behavior, gas generation, and heat release rates.The Four-Tier Testing Hierarchy:
- Cell Level Testing: A single battery cell is forced into thermal runaway via heating or nail penetration. Technicians measure the exact temperature at which the cell fails, gas generation volume, lower flammability limits (LFL) of the emitted gases, and the exact gas composition.
- Module Level Testing: The test moves to a battery module (a cluster of cells). Fire engineers force one cell into thermal runaway to observe if the internal safeguards prevent the fire from spreading to neighboring cells within the same module.
- Unit (Rack) Level Testing: An entire battery rack is tested without active fire suppression active. The goal is to see if a fire will breach the enclosure, flash externally, or cause massive radiant heat loops that could threaten adjacent racks.
- Installation Level Testing: This final optional tier tests a full multi-rack setup with the site's active fire suppression system running. It proves whether the chosen sprinkler or gas suppression method can successfully extinguish or control a worst-case thermal runaway event.
The data generated by UL 9540A is precisely what AHJs demand. If a developer wants to install BESS units closer together than the default distances mandated in NFPA 855, they must present a UL 9540A test report proving that their system will not cause cross-unit fire propagation.
3. IEC 62933-5-2: System-Level Grid Integration and Lifespan Safety
Moving outside the North American sphere, the International Electrotechnical Commission provides the dominant global framework via IEC 62933-5-2: Electrical energy storage (EES) systems - Part 5-2: Safety requirements for grid-integrated EES systems - Electrochemical-based systems.
While UL focuses heavily on fire mechanics, IEC 62933-5-2 approaches BESS from an electrical engineering and holistic risk management perspective. It outlines how the massive sub-components of an enterprise-grade system—the Battery Management System (BMS), Power Conversion System (PCS/Inverter), and Energy Management System (EMS)—interact safely when tied to a utility grid.Key Aspects of IEC 62933-5-2:
- System Lifecycle Approach: The standard covers safety across the system's entire lifecycle, detailing requirements for initial system design, manufacturing, transportation, on-site commissioning, daily operations, maintenance, and eventual decommissioning/recycling.
- Structured Risk Assessment: Integrators must perform rigorous hazard analysis methodologies like Failure Modes and Effects Analysis (FMEA) or Hazard and Operability Studies (HAZOP). Every potential software or hardware failure mode must have a calculated mitigation strategy.
- Comprehensive Multi-Hazard Protection: Beyond fire, this standard mandates strict protections against electrical shock, over-current, reverse polarity, electromagnetic interference (EMC), seismic or mechanical impacts, and environmental stressors like moisture and dust ingress.
IEC 62933-5-2 is the definitive gatekeeper for BESS market access in Europe, Australia, and parts of Asia, serving as the system-level baseline that utilities require before allowing an asset to connect to the grid.
The Intersection of Compliance: A Unified Global BESS Strategy
For system integrators and developers eyeing international expansion, these three standards do not compete; they form a symbiotic ecosystem.
[ IEC 62933-5-2 / UL 9540 ] --> System-Level Design & Electrical Safety
[ UL 9540A ] --> Destructive Fire & Off-Gassing Characterization
[ NFPA 855 ] --> On-Site Positioning, Clearance & Local Fire Clearance
To deploy a successful commercial project globally, an asset must typically navigate all three layers:
- The Engineering Phase: Design the system to satisfy IEC 62933-5-2 (or its North American equivalent, UL 9540) to guarantee reliable grid integration, fault containment, and functional safety controls.
- The Validation Phase: Push the system through UL 9540A testing to document its worst-case failure behavior and fire propagation boundaries.
- The Deployment Phase: Present the UL 9540A data to local authorities to comply with NFPA 855 layout, ventilation, and emergency-response criteria.
- Published on
Summary
In offshore oil and gas platforms, drilling sites, and hazardous industrial environments, laboratory containers are often used for oil sample analysis, drilling fluid testing, gas monitoring, and chemical analysis. A common question raised during project planning is:
The answer is simple: in many hazardous area laboratory applications, pressurization protects against external hazards, while explosion-proof electrical equipment addresses potential risks generated inside the laboratory itself. For this reason, both systems are often required to achieve a higher level of operational safety.
What Does a Pressurization System Actually Do?
The primary purpose of a pressurization system is to prevent hazardous gases from entering the laboratory from the outside environment.
The system continuously supplies clean air into the container, maintaining an internal pressure that is higher than the surrounding atmosphere. This creates a controlled airflow pattern:
For offshore platforms, drilling operations, and chemical facilities, this positive pressure barrier significantly reduces the risk of external flammable gases entering the laboratory.
In simple terms: Pressurization protects the laboratory from external hazards.
Why Is Pressurization Alone Not Always Enough?
Unlike electrical rooms or control rooms, laboratories can generate their own hazards during daily operations.
Applications such as:
Although many procedures are performed inside fume hoods, small amounts of vapor or gas may still be released during:
TLS's Dual-Layer Safety Approach
For hazardous area laboratory projects, TLS typically recommends a dual-protection design that combines pressurization and explosion-proof electrical systems.
Layer 1: Pressurization ProtectionThe pressurization system provides protection against external hazardous environments by maintaining a stable positive pressure inside the laboratory.
Key functions typically include:
Layer 2: Explosion-Proof Electrical EquipmentTo address potential hazards generated inside the laboratory, explosion-proof electrical equipment may be required throughout the container.
Typical configurations include:
Which Laboratory Applications Commonly Require Both Systems?
Based on TLS project experience, the combination of pressurization and explosion-proof electrical equipment is commonly specified for:
Beyond Compliance: Building a Safer Laboratory Environment
Laboratory safety is not achieved through a single device or system. It requires a comprehensive design strategy that considers every potential risk source.
When hazardous substances are handled inside a laboratory container, relying solely on pressurization may not provide sufficient protection. Combining positive pressure technology with certified explosion-proof electrical equipment creates multiple layers of safety and helps reduce operational risk.
For operators, engineers, and project owners, this means greater confidence in personnel safety, equipment protection, and long-term operational reliability.
Conclusion
Pressurization and explosion-proof equipment serve different safety purposes.
Drawing on extensive experience in offshore oil and gas, drilling support, and industrial laboratory projects, TLS provides customized laboratory container solutions that integrate pressurization systems, explosion-proof electrical equipment, gas detection, ventilation, and safety interlock systems to meet the specific requirements of each project.
By combining multiple layers of protection, TLS helps create safer, more reliable laboratory environments for challenging industrial applications.
TLS Offshore Containers / TLS Energy is a global supplier of standard and customised containerised solutions.
Wherever you are in the world, TLS can help you. Please contact us.
Please download the Laboratory container brochure for reference.
KeywordsHazardous Area Laboratory Container, Pressurized Laboratory Container, Explosion Proof Laboratory, Offshore Laboratory Container, ATEX Laboratory Container, IECEx Laboratory Container, Positive Pressure Laboratory, Mud Logging Laboratory Container, Well Testing Laboratory, Explosion Proof Electrical Equipment.
In offshore oil and gas platforms, drilling sites, and hazardous industrial environments, laboratory containers are often used for oil sample analysis, drilling fluid testing, gas monitoring, and chemical analysis. A common question raised during project planning is:
- If a laboratory container is equipped with a pressurization system, why are explosion-proof electrical devices still required?
- Is pressurization alone enough to eliminate explosion risks?
- Which laboratory applications require a dual-protection design?
- How can laboratory safety be maintained throughout long-term operation?
The answer is simple: in many hazardous area laboratory applications, pressurization protects against external hazards, while explosion-proof electrical equipment addresses potential risks generated inside the laboratory itself. For this reason, both systems are often required to achieve a higher level of operational safety.
What Does a Pressurization System Actually Do?
The primary purpose of a pressurization system is to prevent hazardous gases from entering the laboratory from the outside environment.
The system continuously supplies clean air into the container, maintaining an internal pressure that is higher than the surrounding atmosphere. This creates a controlled airflow pattern:
- Clean air continuously enters the laboratory
- Air flows outward from the container
- External hazardous gases are prevented from entering the workspace
For offshore platforms, drilling operations, and chemical facilities, this positive pressure barrier significantly reduces the risk of external flammable gases entering the laboratory.
In simple terms: Pressurization protects the laboratory from external hazards.
Why Is Pressurization Alone Not Always Enough?
Unlike electrical rooms or control rooms, laboratories can generate their own hazards during daily operations.
Applications such as:
- Crude oil sample analysis
- Natural gas testing
- Drilling fluid analysis
- Chemical testing
- VOC monitoring
Although many procedures are performed inside fume hoods, small amounts of vapor or gas may still be released during:
- Sample transfer
- Equipment connection and disconnection
- Maintenance activities
- Abnormal operating conditions
TLS's Dual-Layer Safety Approach
For hazardous area laboratory projects, TLS typically recommends a dual-protection design that combines pressurization and explosion-proof electrical systems.
Layer 1: Pressurization ProtectionThe pressurization system provides protection against external hazardous environments by maintaining a stable positive pressure inside the laboratory.
Key functions typically include:
- Continuous positive pressure control
- Automatic purging before energization
- Differential pressure monitoring
- Gas detection integration
- Alarm and safety interlock functions
Layer 2: Explosion-Proof Electrical EquipmentTo address potential hazards generated inside the laboratory, explosion-proof electrical equipment may be required throughout the container.
Typical configurations include:
- Explosion-proof lighting
- Explosion-proof switches
- Explosion-proof sockets
- Explosion-proof ventilation fans
- Explosion-proof air conditioning units
- Explosion-proof junction boxes
Which Laboratory Applications Commonly Require Both Systems?
Based on TLS project experience, the combination of pressurization and explosion-proof electrical equipment is commonly specified for:
- Offshore Laboratory Containers
- Mud Logging Laboratory Containers
- Well Testing Laboratories
- Chemical Analysis Laboratories
- Process Sampling Laboratories
- Hazardous Area Laboratory Containers
Beyond Compliance: Building a Safer Laboratory Environment
Laboratory safety is not achieved through a single device or system. It requires a comprehensive design strategy that considers every potential risk source.
When hazardous substances are handled inside a laboratory container, relying solely on pressurization may not provide sufficient protection. Combining positive pressure technology with certified explosion-proof electrical equipment creates multiple layers of safety and helps reduce operational risk.
For operators, engineers, and project owners, this means greater confidence in personnel safety, equipment protection, and long-term operational reliability.
Conclusion
Pressurization and explosion-proof equipment serve different safety purposes.
- Pressurization systems help prevent hazardous gases from entering the laboratory from the outside.
- Explosion-proof electrical equipment helps minimize ignition risks if flammable gases are generated within the laboratory during operation.
Drawing on extensive experience in offshore oil and gas, drilling support, and industrial laboratory projects, TLS provides customized laboratory container solutions that integrate pressurization systems, explosion-proof electrical equipment, gas detection, ventilation, and safety interlock systems to meet the specific requirements of each project.
By combining multiple layers of protection, TLS helps create safer, more reliable laboratory environments for challenging industrial applications.
TLS Offshore Containers / TLS Energy is a global supplier of standard and customised containerised solutions.
Wherever you are in the world, TLS can help you. Please contact us.
Please download the Laboratory container brochure for reference.
KeywordsHazardous Area Laboratory Container, Pressurized Laboratory Container, Explosion Proof Laboratory, Offshore Laboratory Container, ATEX Laboratory Container, IECEx Laboratory Container, Positive Pressure Laboratory, Mud Logging Laboratory Container, Well Testing Laboratory, Explosion Proof Electrical Equipment.



Written by Snowy
- Published on
To ensure that specialized integrated modules can be lifted safely through rough seas and operate stably over the long term, their design and manufacturing must meet stringent requirements across two core dimensions: authoritative international certification and high-level composite protection.
1. Strict Adherence to International Dual Certifications
In modern marine engineering, a qualified offshore enclosure must hold two essential international passports: DNV 2.7-1 (or EN 12079) and ISO 10855 standard certifications. These standards, established by authoritative bodies such as DNV (Det Norske Veritas), encompass full-process audits from initial structural design, material selection, and welding specifications to final Non-Destructive Testing (NDT). Enclosures lacking these certifications are typically denied access to international oil and gas fields or large-scale offshore wind farms.
2. Low-Temperature Resilient Materials and Strict Fire-Rated Structures
The main structural frames of high-end offshore integrated enclosures are constructed using thoroughly tested low-alloy, high-strength steel. This ensures that the structure maintains excellent impact resistance and ductility even in temperatures as low as -20°C or worse. Furthermore, for modules housing high-voltage electrical equipment or personnel, the enclosure must incorporate an A60-class fire insulation design, effectively blocking heat and flame propagation in the event of an external fire or internal malfunction.
Diverse Applications: From Specialized Electrical Housing to Mobile Offshore Fortresses
As offshore wind and marine engineering advance toward smarter and deeper water deployments, the functionality of offshore specialized enclosures has evolved from traditional storage units into sophisticated, modern industrial modules that integrate mechanical, electrical, HVAC, and safety defense systems:
Summary and Outlook: How to Scientifically Evaluate Offshore Integrated Project Specifications?
In summary, when confronting complex and volatile deep-sea climates alongside stringent safety regulations, the choice of offshore specialized integrated enclosures directly impacts overall project asset safety, operational efficiency, and human life. A high-standard offshore specialized module must simultaneously possess DNV 2.7-1 or equivalent international structural certifications, low-temperature and high-impact resilient steel composition, and system-level custom integration capabilities that perfectly match specific scenarios (such as positive pressure explosion proofing, A60 fire rating, and anti-salt spray heat dissipation).
As a globally recognized provider of specialized container and offshore module solutions, TLS Offshore Containers has long been committed to engineering and manufacturing offshore functional modules that comply with the highest international standards. By combining rigorous structural mechanics, complex electrical integration, and deep industry experience, TLS provides a robust barrier that ensures safety, compliance, and durability for marine engineering and offshore renewable energy projects worldwide.
TLS Offshore Containers / TLS Energy is a global supplier of standard and customised containerised solutions.
Wherever you are in the world, TLS can help you. Please contact us.
Keywords: #Offshore Containers ,#DNV 2.7-1 Certification, #Specialized Enclosures, #Explosion-Proof Modules, #Pressurized Cabins ,#Offshore Wind Energy, #MCC Substation Containers, #Offshore ESS Storage,#A60 Fire Rated, #Marine Engineering Logistics
1. Strict Adherence to International Dual Certifications
In modern marine engineering, a qualified offshore enclosure must hold two essential international passports: DNV 2.7-1 (or EN 12079) and ISO 10855 standard certifications. These standards, established by authoritative bodies such as DNV (Det Norske Veritas), encompass full-process audits from initial structural design, material selection, and welding specifications to final Non-Destructive Testing (NDT). Enclosures lacking these certifications are typically denied access to international oil and gas fields or large-scale offshore wind farms.
2. Low-Temperature Resilient Materials and Strict Fire-Rated Structures
The main structural frames of high-end offshore integrated enclosures are constructed using thoroughly tested low-alloy, high-strength steel. This ensures that the structure maintains excellent impact resistance and ductility even in temperatures as low as -20°C or worse. Furthermore, for modules housing high-voltage electrical equipment or personnel, the enclosure must incorporate an A60-class fire insulation design, effectively blocking heat and flame propagation in the event of an external fire or internal malfunction.
Diverse Applications: From Specialized Electrical Housing to Mobile Offshore Fortresses
As offshore wind and marine engineering advance toward smarter and deeper water deployments, the functionality of offshore specialized enclosures has evolved from traditional storage units into sophisticated, modern industrial modules that integrate mechanical, electrical, HVAC, and safety defense systems:
- Pressurized & Lab Modules: Specifically designed for hazardous zones (Zone 1 / Zone 2) where explosive gases may be present. Utilizing advanced positive pressure ventilation systems, these modules continuously introduce clean air and maintain a slight internal overpressure. This prevents dangerous external gases from penetrating the enclosure, providing an absolutely safe micro-environment for sensitive laboratory instruments or operators.
- MCC & Substation Enclosures: Customized for core equipment such as variable frequency drives (VFDs), high-voltage distribution cabinets, and Motor Control Centers (MCC). The enclosures are structurally reinforced and seamlessly integrate anti-salt spray HVAC systems, fire suppression systems, and complex cable tray interfaces. This achieves modular maritime shipping and rapid "plug-and-play" deployment on-site.
- Offshore Accommodation Cabins: Designed strictly in accordance with DNV standards and marine habitability criteria, these modules integrate high-seismic furniture, independent sanitary facilities, emergency escape systems, and A60 fire zoning. They offer a safe, comfortable, home-like haven for offshore wind O&M (Operations and Maintenance) and engineering personnel during rough sea conditions.
Summary and Outlook: How to Scientifically Evaluate Offshore Integrated Project Specifications?
In summary, when confronting complex and volatile deep-sea climates alongside stringent safety regulations, the choice of offshore specialized integrated enclosures directly impacts overall project asset safety, operational efficiency, and human life. A high-standard offshore specialized module must simultaneously possess DNV 2.7-1 or equivalent international structural certifications, low-temperature and high-impact resilient steel composition, and system-level custom integration capabilities that perfectly match specific scenarios (such as positive pressure explosion proofing, A60 fire rating, and anti-salt spray heat dissipation).
As a globally recognized provider of specialized container and offshore module solutions, TLS Offshore Containers has long been committed to engineering and manufacturing offshore functional modules that comply with the highest international standards. By combining rigorous structural mechanics, complex electrical integration, and deep industry experience, TLS provides a robust barrier that ensures safety, compliance, and durability for marine engineering and offshore renewable energy projects worldwide.
TLS Offshore Containers / TLS Energy is a global supplier of standard and customised containerised solutions.
Wherever you are in the world, TLS can help you. Please contact us.
Keywords: #Offshore Containers ,#DNV 2.7-1 Certification, #Specialized Enclosures, #Explosion-Proof Modules, #Pressurized Cabins ,#Offshore Wind Energy, #MCC Substation Containers, #Offshore ESS Storage,#A60 Fire Rated, #Marine Engineering Logistics